![]()
- Home
- Chrom
- Chromlack Spray
- Chromlack Sprühdose
- Chromlack Dose
- Chromlack Felgen
- Chromlack Felgenreparatur
- Chromlackierung
- Polierpaste
- Lackversiegelung
- Chrompolitur
- Chromlack konservieren
- Newsletter
- Datenschutz
- Impressum
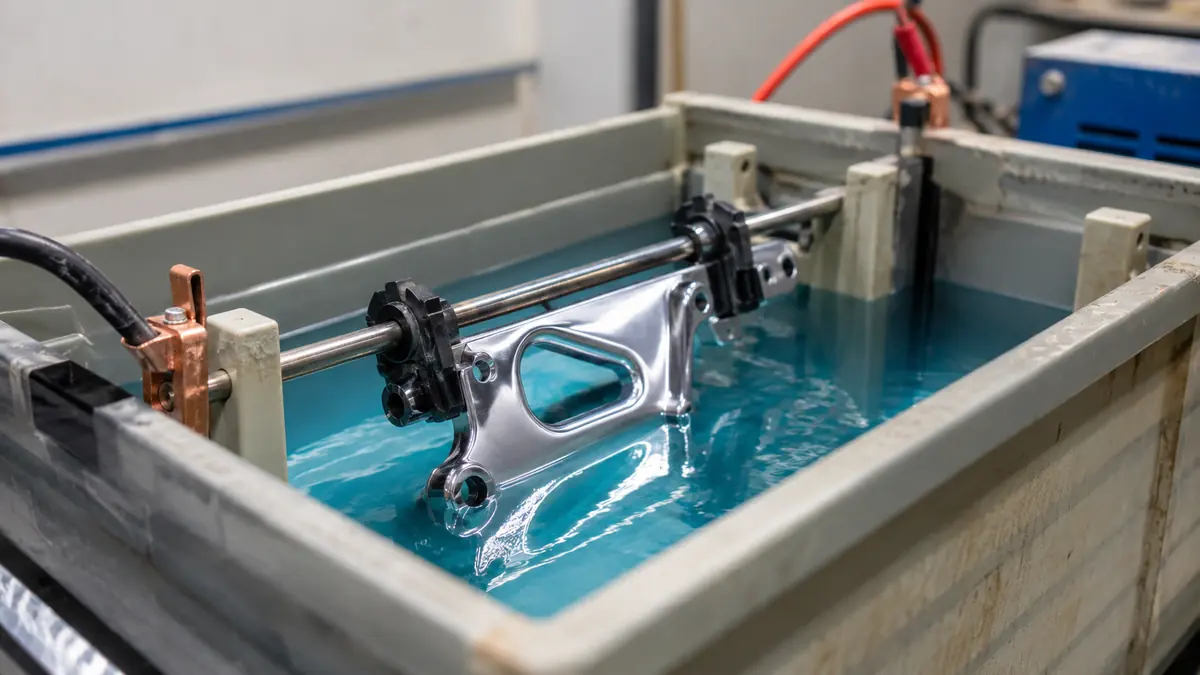
Tauchbad Verchromung: Galvanikbad, Schichtdicken und Werkstoffe im Detail
Beim Galvanikbad Verchromung hängt das Werkstück als Kathode in einer stromdurchflossenen Elektrolytlösung. Chromionen wandern unter Gleichstrom zur Oberfläche und scheiden sich dort als metallisches Chrom ab. Was auf dem Papier wie ein simpler elektrochemischer Vorgang aussieht, ist in der Praxis ein Prozess mit engen Toleranzen bei Temperatur, Stromdichte und Badchemie, der professionelle Ausrüstung und Fachkenntnis voraussetzt. Dieser Artikel erklärt, wie das Verfahren abläuft, welche Werkstoffe besondere Anforderungen stellen und wo die Grenzen zwischen echtem galvanischem Chrom und einer Chromlack-Lösung liegen.
Aufbau und Funktion beim Galvanikbad Verchromung
Ein Verchromungsbad besteht aus mehr als nur einem Behälter mit Flüssigkeit. Jeder Bestandteil hat eine definierte Aufgabe, und fällt einer aus dem optimalen Bereich, schlägt sich das direkt in der Schichtqualität nieder.
Die folgende Tabelle zeigt die wesentlichen Komponenten eines Verchromungsbades und ihre jeweilige Funktion.
| Bestandteil | Funktion | Typische Ausführung |
|---|---|---|
| Elektrolytlösung | Leitet Strom, liefert Chromionen | Chromsäurelösung (Cr VI) oder trivalente Chromsalze (Cr III) |
| Kathode | Trägt das Werkstück, nimmt die Chromschicht auf | Stahlwelle, Alufelge, vorvernickelter Kunststoff |
| Anode | Liefert Elektronen, hält Badchemie stabil | Bleianode, platinierte Titananode |
| Gleichrichter | Erzeugt geregelten Gleichstrom | Regelbarer Gleichrichter, 6 bis 24 V |
| Badsteuerung | Überwacht Temperatur, pH-Wert und Stromdichte | Temperaturregler, Analysegeräte für Badkonzentration |
Hartverchromung und Dekorverchromung: zwei verschiedene Verfahren
Der Begriff Verchromung fasst zwei grundlegend unterschiedliche Verfahren zusammen. Wer das nicht weiß, bestellt beim Galvanikbetrieb schnell das Falsche.
Hartverchromung: Funktion vor Optik
Hartverchromung kommt überall dort zum Einsatz, wo Oberflächen mechanisch beansprucht werden: Hydraulikkolben, Werkzeugmaschinenführungen, Stempel und Industriewalzen. Die Schicht muss hart, verschleißfest und maßhaltig sein, nicht hochglänzend.
Die Schichtdicke liegt typischerweise zwischen 0,02 und 0,5 mm, in Sonderfällen auch darüber. Die Stromdichte im Bad beträgt üblicherweise 20 bis 60 A/dm², die Badtemperatur je nach Badtyp rund 50 bis 65 Grad Celsius. Weil die Schichten so dick sind, gehört anschließendes Nachschleifen auf Endmaß zum regulären Fertigungsablauf. Hartchrom sieht aus wie mattes Grau, nicht wie poliertes Silber, was viele überrascht.
Dekorverchromung: optische Wirkung für sichtbare Teile
Bei Dekorchrom ist das Ergebnis das typische Chromsilber, das man von Oldtimer-Stoßstangen, Motorradlenkern oder Türgriffen kennt. Die Chromschicht selbst ist dabei sehr dünn, in der Regel 0,0002 bis 0,001 mm. Sie liegt auf einem Schichtpaket aus Kupfer und Nickel, das die Oberfläche egalisiert, Poren schließt und die eigentliche Haftbasis bildet.
Eine Stoßstange, die zur Restaurierung in den Betrieb kommt, durchläuft deshalb zuerst mehrere Vorbehandlungs- und Zwischenschritte, bevor die dünne Chromlage oben drauf abgeschieden wird. Der Glanz kommt zu einem großen Teil von der Nickelunterlage, nicht von der Chromschicht allein.
Ablauf der Galvanikbad Verchromung Schritt für Schritt
Bevor ein Werkstück ins Chrombad kommt, sind mehrere Vorbereitungsschritte nötig. Bei einer Stoßstange aus der Oldtimer-Restaurierung dauern Schleifen, Entfetten, Beizen und Vorvernickelung zusammen oft mehrere Stunden, manchmal sogar einen halben Tag Arbeit, bevor die eigentliche Chromabscheidung beginnt.
- Mechanische Vorbehandlung: Schleifen, Strahlen oder Polieren ebnet die Oberfläche und entfernt Rost, alte Lacke und Beschichtungsreste.
- Entfettung: Alkalisch oder mit Lösungsmitteln, damit keine Ölrückstände die Ionenwanderung blockieren.
- Beizen und Aktivieren: Säurebäder lösen Oxidschichten ab und aktivieren die metallische Oberfläche für die Abscheidung.
- Zwischenschichten auftragen: Bei Dekorchrom folgen Kupfer- und Nickelschichten als Ausgleichs- und Haftbasis.
- Eintauchen ins Chrombad: Das Werkstück hängt als Kathode in der Elektrolytlösung. Stromstärke und Temperatur werden auf den Werkstoff und die gewünschte Schichtdicke abgestimmt.
- Beschichtungsphase: Chromionen scheiden sich gleichmäßig ab. Dauer und Stromdichte bestimmen die Schichtdicke.
- Spülen und Nachbehandeln: Das Werkstück wird gespült, getrocknet und je nach Anwendung passiviert oder nachgeschliffen.
Werkstoffe: was Aluminium, Zinkdruckguss und Kunststoff besonders macht
Nicht jedes Material verhält sich im Galvanikbad Verchromung gleich. Welchen Werkstoff man einschickt, beeinflusst Vorbehandlung, Haftung und den nötigen Schichtaufbau erheblich.
Die wichtigsten Unterschiede im Überblick:
- Stahl: Unkomplizierter Ausgangswerkstoff für Galvanik. Lässt sich gut beizen und aktivieren. Dekorchrom auf Stahl erfordert eine Nickelunterlage, hält dann aber sehr dauerhaft.
- Aluminium: Bildet an der Luft sofort eine Oxidschicht, die Chromionen abweist. Vor dem Vernickeln muss diese Schicht durch ein Zinkierungsbad (Zinkatauchung) ersetzt werden, das als Haftvermittler dient. Ohne diesen Zwischenschritt platzt jede Beschichtung ab.
- Zinkdruckguss: Typisches Material für ältere Türgriffe, Beschläge und Fahrzeugzierteile. Wegen der porösen Oberfläche und der niedrigen Schmelztemperatur ist besonders sorgfältiges Schleifen und eine dicke Kupferschicht nötig, bevor Nickel und Chrom folgen können.
- Kunststoff (ABS): Muss erst chemisch aufgerauht und dann mit einem leitfähigen Metallfilm versehen werden, bevor er galvanisch beschichtet werden kann. Das Verfahren heißt Kunststoffgalvanisierung und beginnt typischerweise mit einem Ätzbad, gefolgt von Palladium-Aktivierung und stromlosen Nickel- oder Kupferschichten. Erst dann kann der Teil wie ein metallisches Werkstück behandelt werden.
Geometrie und Stromverteilung: warum komplexe Formen schwieriger sind
Ein weiterer Aspekt, der Einsteiger oft überrascht: Der Strom im Galvanikbad verteilt sich nicht gleichmäßig über das Werkstück. An Kanten, Ecken und vorstehenden Punkten ist die Stromdichte höher, was dort zu dickeren Schichten führt. In Vertiefungen, Bohrungen oder Hinterschneidungen ist sie geringer, was zu dünneren oder unvollständigen Schichten führen kann.
Galvanikbetriebe lösen dieses Problem durch präzise Anoden-Werkstück-Abstände, Schirmbleche (Ablenkelektroden) und manchmal durch spezielle Innenanoden, die in Hohlräume eingeführt werden. Für einfache Flachteile ist das kein Problem. Bei einem Motorradrahmen oder einem Armaturengehäuse mit vielen Innenwinkeln steigt der Vorbereitungsaufwand deutlich.
Cr VI und REACH: warum Heimgalvanik keine Option ist
Hexavalentes Chrom (Cr VI) war jahrzehntelang der Standard beim Galvanikbad Verchromung. Es erzeugt besonders gleichmäßige, harte Schichten, ist aber stark krebsverdächtig. Seit der EU-Verordnung REACH unterliegt seine Verwendung einer Zulassungspflicht. Betriebe, die damit arbeiten, benötigen eine Ausnahmegenehmigung und müssen strenge Abluftreinigung sowie Arbeitsschutzmaßnahmen einhalten.
Viele Galvanikbetriebe haben deshalb auf trivalente Chromsalze (Cr III) umgestellt, die wesentlich weniger toxisch sind. Den genauen Unterschied zwischen Chrom VI und Chrom III und was das für die Schichtqualität bedeutet, erklärt ein eigener Artikel. Für die meisten Dekoranwendungen liefern moderne Cr-III-Bäder vergleichbare Ergebnisse, beim Hochglanzeffekt gibt es noch leichte Unterschiede.
Für Heimwerker ist das Tauchbadverfahren damit komplett ausgeschlossen. Die Chemikalien sind hochgiftig, die Entsorgung der Bäder kostspielig und streng reguliert, und ohne professionelle Messtechnik ist die Badchemie nicht stabil zu halten. Galvanisches Chrom gehört in die Hände eines zugelassenen Galvanikbetriebs.
Typische Fehler beim Beauftragen eines Galvanikbetriebs
Wer zum ersten Mal Teile zur Verchromung einschickt, macht erfahrungsgemäß ähnliche Fehler. Hier sind die häufigsten davon.
- Hartchrom für dekorative Teile bestellen: Wer einen Motorradlenker glänzend haben will, braucht Dekorchrom. Hartchrom ist matt-grau und für optische Anwendungen ungeeignet.
- Vorzustand falsch einschätzen: Teile mit Rost, alten Lacken oder Rissen müssen aufwendig vorbehandelt werden. Das schlägt sich im Preis nieder. Wer den Zustand ehrlich kommuniziert, bekommt realistischere Angebote.
- Werkstoff nicht angeben: Aluminium, Zinkdruckguss und Kunststoff erfordern andere Vorbehandlungsschritte als Stahl. Wer das nicht mitteilt, riskiert ein fehlerhaftes Angebot.
- Nur ein Angebot einholen: Die Preise zwischen Galvanikbetrieben schwanken erheblich. Zwei bis drei Vergleichsangebote sind sinnvoll, besonders bei größeren oder geometrisch komplexen Teilen.
- Chromlack mit Galvanikchrom gleichsetzen: Eine Chrom-Effektlack-Beschichtung enthält kein Metall auf der Oberfläche. Für rein dekorative Anwendungen ohne Verschleißanforderung ist sie die günstigere und einfachere Lösung.
Galvanisches Chrom oder Chromlack: wann was passt
Die Wahl zwischen echtem Galvanikchrom und einer Chromlack-Lösung hängt vom Verwendungszweck ab. Beide erzeugen einen silbrigen Glanzeffekt, unterscheiden sich aber grundlegend in Beständigkeit, Aufwand und Kosten der Verchromung.
Galvanisches Chrom ist richtig, wenn mechanische Belastung, dauerhafte Außenwitterung oder technische Präzision gefragt sind. Oldtimer-Stoßstangen im Außenbereich, Motorradteile mit Steinschlag-Exposition oder Hydraulikteile profitieren von der echten Metallschicht.
Für Teile, bei denen hauptsächlich die Optik zählt und keine starke mechanische Beanspruchung vorliegt, ist die Chromlackierung eine praktische Alternative. Sie lässt sich ohne Galvanikbetrieb aufbringen, ist deutlich günstiger und eignet sich für Tuning-Projekte, Innenraumbauteile oder Gestaltungsideen, die keine Jahrzehnte halten müssen. Wer selbst Hand anlegen möchte, findet mit einer Chromlack-Sprühdose den direkten Einstieg.
Häufige Fragen zum Galvanikbad Verchromung
Die folgenden Fragen kommen beim Thema Tauchbad Verchromung besonders häufig vor.
Was kostet Tauchbad Verchromung beim Galvanikbetrieb?
Kleinteile wie Beschläge oder Lenkerklemmungen kosten in der Regel ab 20 bis 80 Euro pro Stück inklusive Vorbehandlung. Größere Teile wie Stoßstangen oder Auspuffanlagen liegen oft im dreistelligen Bereich. Hartverchromung für Industrieteile wird häufig nach Fläche abgerechnet. Aluminium- und Zinkdruckgussteile kosten wegen des aufwendigeren Vorbehandlungswegs meist mehr als vergleichbare Stahlteile. Mehrere Angebote einzuholen lohnt sich, da die Preise zwischen Betrieben erheblich schwanken können.
Warum platzt Dekorchrom manchmal nach kurzer Zeit ab?
Meistens liegt es an der Vorbehandlung oder den Zwischenschichten. Fettreste oder Oxidschichten, die beim Beizen nicht vollständig entfernt wurden, verhindern eine echte Metallbindung. Chromschichten ohne ausreichende Nickelunterlage korrodieren früher, weil Chrom mikroskopisch porös ist und Feuchtigkeit durchlässt. Auch mechanische Beschädigungen an Kanten oder eine zu dünne Nickelschicht lassen Rost unter der Chromlage entstehen, der die Schicht dann von innen abhebt.
Warum ist Aluminium schwieriger zu verchromen als Stahl?
Aluminium bildet sofort nach dem Beizen eine neue Oxidschicht, auf der Chromionen nicht haften. Deshalb wird zwischen Beizen und Vernickeln ein sogenanntes Zinkatauchbad eingesetzt, das die Oxidschicht durch eine dünne Zinkschicht ersetzt. Diese Zinkschicht dient als Haftvermittler für die nachfolgende Nickel- und Chromabscheidung. Wird dieser Schritt übersprungen oder fehlerhaft ausgeführt, löst sich die Beschichtung meist nach kurzer Zeit ab.
Kann ich Teile selbst galvanisch verchromen?
Für echtes Galvanikchrom ist das praktisch nicht möglich. Chromsäure bei Cr-VI-Bädern ist hochgiftig und krebsverdächtig, erfordert professionelle Schutzausrüstung und geregelte Entsorgungswege. Günstige Heimgalvanik-Sets eignen sich bestenfalls für Kupfer oder Nickel, nicht für Chrom. Wer einen Chromeffekt selbst aufbringen möchte, ist mit einer Chrom-Effektlack-Spraydose auf der sicheren und rechtlich unproblematischen Seite.
Wer ein konkretes Projekt plant, sollte zunächst klären, ob galvanisches Chrom oder Chromlack der sinnvollere Weg ist. Auf der Startseite findest du einen Überblick über alle Verfahren mit direktem Vergleich.